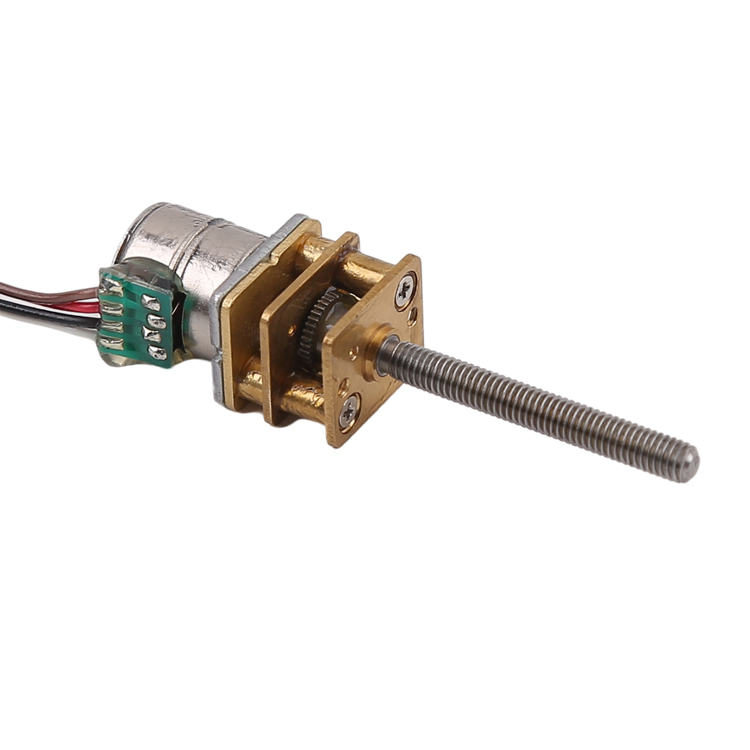
マイクロギアモーターマイクロギアモーターは、モーターとギアボックスで構成され、モーターは動力源であり、モーターの回転速度は非常に高く、トルクは非常に小さいです。モーターの回転運動は、モーターシャフトに取り付けられたモーター歯(ウォームを含む)を介してギアボックスに伝達されるため、モーターシャフトはマイクロギアモーターの非常に重要な部品の1つです。
I. モーターシャフトの材質
モーターの要求に応じて、シャフト材料の選択にはトルクの大きさ、加工性、耐食性、および磁気伝導性の有無を考慮する必要があります。材料は、高品質炭素鋼、ステンレス鋼、合金鋼、浸炭鋼などから選択できます。一般的に使用されるモーターシャフト材料には、次の種類があります。
1. アメリカ規格1141および1144鋼。国内で最も近い材料は45鋼で、現在業界で最も広く使用されている材料です。主な欠点は錆びやすいことです。そのため、使用時には錆びを防ぐために防錆油を追加で塗布する必要があります。
2. アメリカ規格416ステンレス鋼、国内で最も近い材料はY1Cr13です。加工が容易ではなく、ねじ山付きシャフトヘッドなどの複雑な形状の加工には適していません。価格は45鋼より高価ですが、303より安価で、より広く使用されています。
3.アメリカ規格420ステンレス鋼、国内で最も近い材料は2Cr13です。加工が容易ではなく、ねじ付きシャフトヘッドなどの複雑な形状の加工には適していません。45鋼より高価ですが、416/303より安価で、より広く使用されています。
4. アメリカ規格431ステンレス鋼。この材料は一般的には使用されず、主に食品と接触する場面で使用されます。食品と接触することができます。
5. アメリカ規格303ステンレス鋼は、高価ですが、柔らかい素材で、複雑な形状に加工しやすいのが特徴です。
II. モーターシャフトの形状
マイクロギアモーターのモーター歯とギアボックスの第1段の歯が噛み合って回転運動を伝達するため、必然的にトルクが発生します。したがって、モーター歯とモーターシャフトの嵌合精度は非常に重要です。モーター歯とモーターシャフトの嵌合を考慮すると、モーターシャフトの形状を無視することはできません。
モーターシャフトの形状は
A. 軽量シャフト。小荷重および小トルクに適しています。
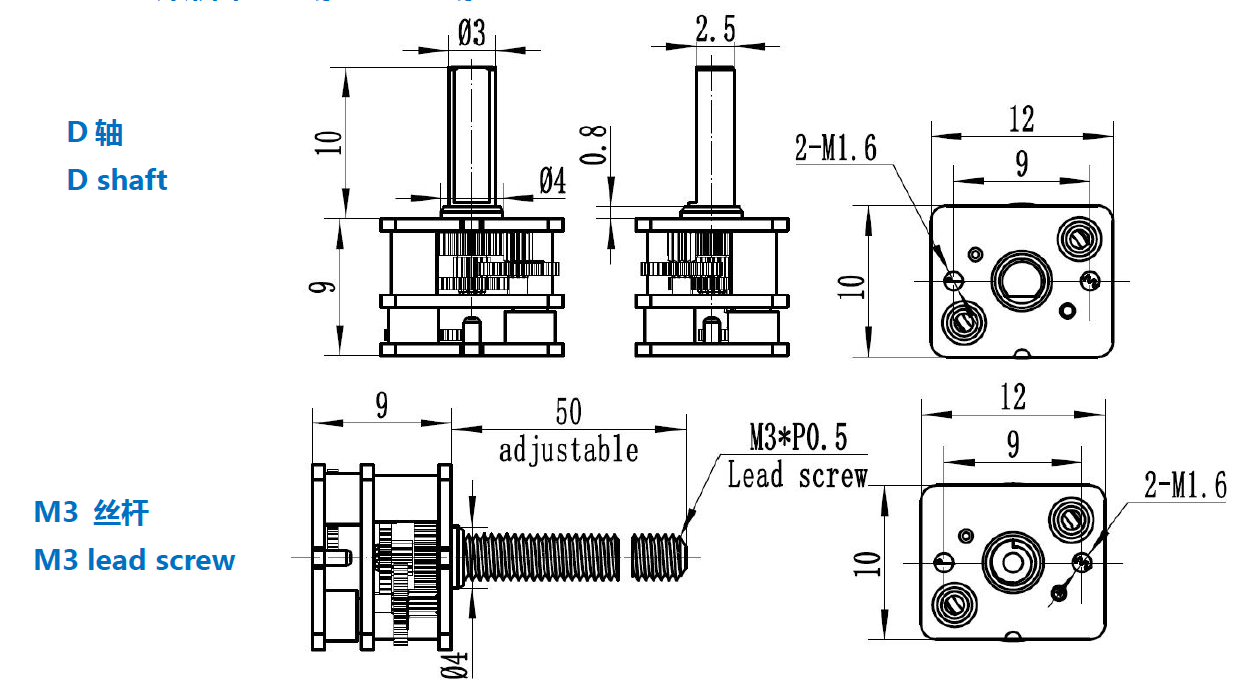
B. 平軸またはD字型軸。中程度の負荷に適しています。
C.ローレット加工されたシャフト。中程度の負荷に適しています。
D.キー溝付き回転軸。重荷重および高トルクに適しています。
E. モーターシャフトの出力端はウォームです。このタイプのモーターシャフトは特殊で、主にターボウォームドライブに使用されます。
III.モーターシャフトのプロセス要件
マイクロギアモーター寿命に関する要件があり、モーターシャフトのプロセス要件もマイクロギアモーターの寿命に影響を与えます。
モーターシャフトの加工技術は、
A.モーター軸径の寸法精度は比較的高く、0.002mm以内で実現可能です。
B. 錆を防ぎ、耐腐食性を向上させるために、モーターシャフトの表面にはニッケルメッキが施されることが多い。
C. モーターシャフトの表面粗さも非常に重要であり、モーターの歯との嵌合精度に直接影響します。
IV.減速機駆動軸の分類
減速機は、出力に応じて高出力減速機と低出力減速機に分けられます。各種出力、型式、仕様の減速機の出力軸も異なり、減速機の伝達軸は出力軸と入力軸に分けられます。以下では、これら2種類の軸の原理について詳しく説明します。
1. 出力軸
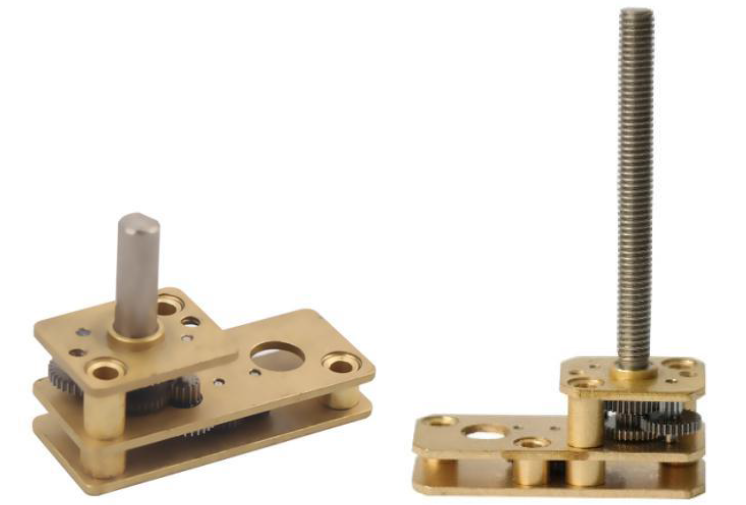
出力軸は減速機や伝動機構に接続される軸であり、出力軸の出力速度は非常に遅い。出力軸は材質によって金属製出力軸とプラスチック製出力軸に分けられ、形状によってカスタマイズ可能なD型軸、円形軸、両平型軸、六角形軸、五角形軸、正方形軸などに分類される。
2. 入力軸
入力軸は、伝動モータと減速機を接続する伝動軸であり、入力軸の入力速度とトルクは小さく、軸径は小さい。入力軸の一端は取付穴を通り、取付キャビティに挿入でき、取付シェル内のギアと噛み合うことができる。入力軸のもう一方の端には取付スロットが開いており、減速機モータのモータ軸が取付スロットに挿入され、平キーが平キースロットとモータ軸の間に挿入されることで、モータ軸と入力軸間の迅速かつ安定した接続が実現される。入力軸、取付ベース、取付スロット、および平キースロットの上記の連携により、ギヤードモータをモータ軸を介して入力軸に迅速に接続することができ、取付ハウジングへのギヤードモータの迅速な設置が容易になり、スタッフの積み下ろしがより便利になる。
3. 減速機の伝動軸の役割と違い。
A. 一定量の電力を伝達する。
B. 入力軸を高速回転させ、出力軸を低速回転させることで減速を実現します。摩擦抵抗を無視する前提で、入力軸と出力軸は等しい動力を伝達し、動力=トルク×速度となります。つまり、動力が等しい場合、トルクと速度は入力軸の速度に等しくなるため、トルクは小さく、軸径を小さくするだけで済みます。逆に、出力軸の速度が低い場合はトルクが大きく、軸径を大きくする必要があります。
V. 小型ギアモーターのベアリングが発熱する原因は何ですか?
マイクロギアモーター通常の動作では、ベアリングに異常な発熱は発生しません。マイクロギアモーターのベアリングが深刻な発熱を起こす場合、通常は以下の理由が考えられます。
1. ミニチュア減速機のモーターベアリングが損傷すると、モーターベアリングが過熱します。
2. ベアリングに異常な粒子や異物が混入した潤滑グリースは、ベアリングの摩耗を増加させ、過熱を引き起こします。
3. ミニチュア減速機のベアリングオイル不足。この状態が長時間続くと、摩擦が増加し、ベアリングの過熱につながります。
4. 潤滑油の品質が悪すぎたり、粘度が不足していたり、粘度が高すぎたりすると、潤滑性能が低下し、ベアリングの異常発熱につながる可能性があります。
5. ミニチュア減速機のベアリングと出力軸のエンドカバーが緩すぎたりきつすぎたりすると、きつすぎるとベアリングが変形し、緩すぎるとオフセットが発生してベアリングの過熱が深刻になります。
6. ベアリングの取り付けが不適切で、2 つのシャフトが一直線になっていない、またはベアリングの外輪に不均衡があると、ベアリングの感度が低下し、負荷が増大して熱が発生します。
VI. 小型モーターの軸方向振れが発生する基本的な原因は何ですか?
1. 最初のケースは、マイクロモーターのシャフトとローターの相対運動です。ローターコアとシャフトに何らかの理由でコア穴とマイクロモーターシャフトコアの位置クリアランスがあると、マイクロモーターのローターコアとシャフトの軸方向と半径方向の相対位置が変化し、シャフトの不正操作現象が発生します。それだけでなく、ローターコアの軸方向の動きにより、小型モーターのエンドキャップとローター端の摩擦変形、またはステーター巻線のリップルが発生する可能性が高くなります。
2. 2番目のケースは、マイクロモーターの軸調整パッドの損傷または漏れです。マイクロモーターの設計および開発プロセスでは、材料の熱膨張係数が重要な考慮事項であるため、軸方向には一定の隙間が残りますが、これは直接軸の変位や軸の改ざんにつながるため、パッドのロード方法を使用して解決します。パッドの漏れまたはパッドの品質に欠陥があると、軸ブレーキの故障や軸の改ざんにつながります。
3. 3つ目のケースは、マイクロモーターのステータとローターの磁気中心線の自動アライメント調整によって改ざんが発生するケースです。マイクロモーターの理想的な状態は、ステータとローターの磁気中心線が完全に重なることですが、実際にはマイクロモーターのステータとローターが完全に重なるアライメントを実現することはより困難です。そのため、マイクロモーターは動作中に「アライメント - オフセット - アライメント - オフセット - オフセット ------」という状況から外れ、自動アライメント調整プロセスが実行され、調整プロセスが繰り返されることで軸方向の振れが発生します。
4. マイクロモーターがプロペラを内蔵して動作している場合、換気プロセスによってマイクロモーターに軸方向の力が生じ、プロペラのバランス効果が良くないと、マイクロモーターの軸方向の動きにつながります。
マイクロモーターの軸方向振れが衝撃を引き起こすのか?
簡単に言うと、小型モーターの軸方向振れは、モーターの異常振動、騒音、ベアリングの破損、巻線の焼損、耐用年数の短縮といった問題を引き起こします。そこで、波形クッションを追加して、小型モーターのベアリングとエンドキャップの外周にあるクッションを調整することで、モーターの軸方向の振れの問題を解決できます。
VII.遊星減速機のベアリングをどのように構成すればよいか?
遊星減速機構成のモーターはスマートホームなど様々な分野で使用されていますが、マイクロ減速機のベアリングはどのように構成されているのでしょうか?
一般的に、マイクロ遊星歯車機構は一定の軸方向力を持つヘリカルギアを使用し、ダブルヘリカルギアや平歯車を使用する場合でも、軸方向の位置決めが必要です。ギアのかみ合い力の大きさと方向は決定できますが、ベアリングのスパンとシャフトへの力の作用点のみを図面で決定する必要があります。したがって、以下のベアリング選定を行うことができます。
1. 一般的なベアリングには、球面ころ軸受、単列、複列円錐ころ軸受、複列円筒ころ軸受、四点接触玉軸受、玉軸受などがあります。
2. ベアリングの初期選定仕様は、シャフト径とベアリング穴径を決定するものであり、入力シャフト速度が高い場合は、同じ穴径でより大きな耐荷重仕様を選択する必要があります。中間シャフトにはベアリングに作用する2組のギア噛み合い力があり、それが大きい場合は、同じ穴径でより大きな耐荷重仕様を選択する必要があります。
3. 出力軸の回転速度が低く、軸とベアリングに作用するギアのかみ合い力のみの場合は、中程度またはそれ以下の耐荷重のベアリングで同じ内径を選択できますが、出力軸と機械主軸が強固に接続され、衝撃を受ける場合は、より大きな耐荷重のベアリングを選択する必要があります。

VIII. ギアモーターのギアボックス内のシャフトが破損する原因は何ですか?
日常業務において、減速機モーターアセンブリの出力軸の同心度が悪く、結果として減速機の軸が折れる以外に、減速機の出力軸が折れる原因は、以下のものに限られます。
まず、誤ったタイプの選択は、減速機の力が不足する原因となります。選択時に、一部のユーザーは、選択した減速機の定格出力トルクが作業要件を満たしていればよいと誤解していますが、実際にはそうではありません。なぜなら、モーターの定格出力トルクに減速比を掛けた値は、原則として、製品サンプルで提供される類似の減速機の定格出力トルクよりも小さくなるからです。
第二に、駆動モーターの過負荷容量と実際に必要な大きな作動トルクを同時に考慮する必要があります。特に、減速機内部のギアの保護だけでなく、減速機の出力軸がねじ切れないようにするためには、このガイドラインを厳守しなければならない場面があります。
投稿日時:2022年11月25日